



公司视频

 更多 八边封包装袋
更多 八边封包装袋 更多 牛皮纸复合袋
更多 牛皮纸复合袋 更多 吸嘴袋 液体袋
更多 吸嘴袋 液体袋 更多 真空袋蒸煮袋
更多 真空袋蒸煮袋 更多 彩印包装卷膜
更多 彩印包装卷膜 更多 干果袋干货袋
更多 干果袋干货袋 更多 铝箔包装袋
更多 铝箔包装袋 更多 休闲零食袋
更多 休闲零食袋 更多 大米袋粗粮袋
更多 大米袋粗粮袋 更多 茶叶袋咖啡袋
更多 茶叶袋咖啡袋 更多 调味品袋
更多 调味品袋 更多 生鲜冻品袋
更多 生鲜冻品袋 更多 宠物食品袋
更多 宠物食品袋 更多 服装包装袋
更多 服装包装袋 更多 日用品 化妆品袋
更多 日用品 化妆品袋 更多 PE PP PPE CPE袋
更多 PE PP PPE CPE袋



























- [2022-03-09]复合包装袋的特点
- [2022-03-07]耐高温蒸煮袋
- [2022-03-04]包装袋热封后袋子翘曲
- [2022-03-02]包装袋定制的流程
- [2022-02-28]复合包装袋有哪些优势呢
- [2022-02-25]Pe与pp的区别
- [2022-02-23]食品包装袋真的能耐高温吗
- [2022-02-21]食品包装袋使用有什么要注意的
- [2022-02-18]包装袋有什么用
- [2022-02-16]自动包装卷膜认识
- [2022-02-14]7点食品包装袋需要注意内容
- [2022-02-11] 食品包装袋如何进行安全性检验
- [2022-01-13]自动包装卷膜的介绍
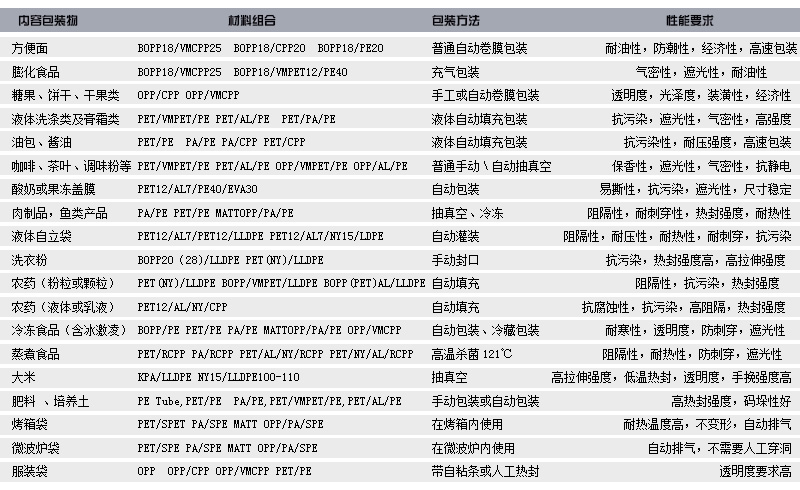
- [2022-01-11]塑料包装材料的结构及性能
- [2022-01-08]大米包装袋有哪些特点和优势
- [2022-01-08]大米包装袋有哪些特点和优势
- [2022-01-06]自动化包装对复合软包装袋的需求
- [2022-01-04]正规塑料包装的食物不致癌
- [2021-12-30]研制出全生物可降解复合袋
- [2021-12-28]外行如何快速识别食品用的塑胶包装胶袋